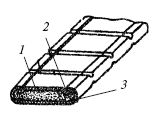
Рис. 35. Порошковая лента:
1 – нижняя лента;
2 – верхняя лента;
3 – шихта
Неплавящиеся электродные стержни изготавливают из электротехнического угля или синтетического графита, а также из вольфрама. Угольные и графитовые электроды имеют форму цилиндрических стержней диаметром 5-25 мм и длиной 200-300 мм. Конец электродов затачивается на конус.
Графитовые электроды более электропроводны и обладают большей стойкостью против окисления на воздухе при высоких температурах. Это позволяет применять повышенную плотность тока и сократить расход электродов.
Наиболее широкое применение имеют вольфрамовые электроды. Они изготавливаются из чистого вольфрама или с различными присадками следующих марок: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2. Наличие присадок (1-3 %) обеспечивает улучшенное зажигание дуги, повышает стойкость электрода при повышенной плотности тока. Электроды из вольфрама с активизирующими присадками применяют для сварки переменным и постоянным током прямой и обратной полярности.
Электроды для ручной дуговой сварки представляют собой металлический стержень, на поверхность которого методом окунания или опрессовкой под давлением наносится покрытие (обмазка) определенного состава и толщины. Покрытие должно обеспечить устойчивое горение дуги, получение металла шва требуемого химического состава и свойств и др. Эти требования обеспечиваются материалами электродного стержня и покрытия, в состав которых входят стабилизирующие, шлакообразующие, раскисляющие, легирующие и другие вещества.
Стабилизирующие вещества предназначены для обеспечения устойчивого горения дуги. Этого достигают введением в покрытие материалов, содержащих соединения щелочных и щелочноземельных металлов: калия (К), натрия (Na), кальция (Са), которые обладают низким потенциалом ионизации, что обеспечивает устойчивое зажигание и горение дуги. Такими материалами являются поташ, кальцинированная сода, полевой шпат, мел, мрамор и другие известняки.
Шлакообразующие вещества при расплавлении образуют шлак, который защищает капли электродного металла и сварочную ванну от атмосферных газов. К ним относятся: марганцевая руда, гематит, гранит, мрамор, магнезит, кремнезем, полевой шпат, плавиковый шпат и др.
Раскисляющие вещества восстанавливают часть металла, находящегося в расплавленном состоянии в виде окислов. Достигается это за счет элементов и компонентов, имеющих большее, чем железо, сродство к кислороду и другим элементам, окислы которых необходимо удалить (вывести) из металла шва. С этой целью в покрытие вводятся ферромарганец, ферросилиций, ферротитан.
Легирующие вещества дополняют металл шва такими элементами, которые придают ему повышенную прочность, износоустойчивость, коррозионную стойкость и т. д. В основном в качестве легирующих элементов используют ферросплавы и значительно реже – чистые металлы.
Газообразующие вещества при нагревании разлагаются и образуют газы, которые оттесняют атмосферные газы от плавильной зоны и обеспечивают дополнительную защиту расплавленного металла. В качестве газообразующих веществ используются: крахмал, декстрин, оксицеллюлоза, древесная мука, мрамор, магнезит, доломит.
Связующие и цементирующие добавки связывают порошковые материалы покрытия в однородную, вязкую массу и цементируют покрытие на электродном стержне, чтобы после сушки покрытие не осыпалось. Хорошими связующими материалами являются натриевое жидкое стекло (Na20-Si02) и калиевое жидкое стекло (K20-Si02). В качестве добавок применяют и другие элементы-пластификаторы, например: бентонит, каолин, силикатную глыбу.
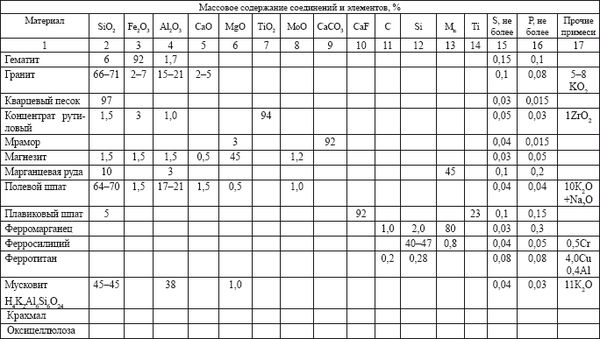
Материалы, используемые для изготовления электродных покрытий, должны удовлетворять требованиям соответствующих стандартов (табл. 20).
Таблица 20
Требования стандартов к некоторым материалам электродных покрытий
Типы электродов для ручной дуговой сварки углеродистых, низколегированных, конструкционных и других сталей обозначаются буквой Э, затем следуют цифры, указывающие прочностную характеристику наплавленного металла. Например, обозначение Э-42 означает, что электроды этого типа обеспечивают минимальное временное сопротивление 420 МПа.
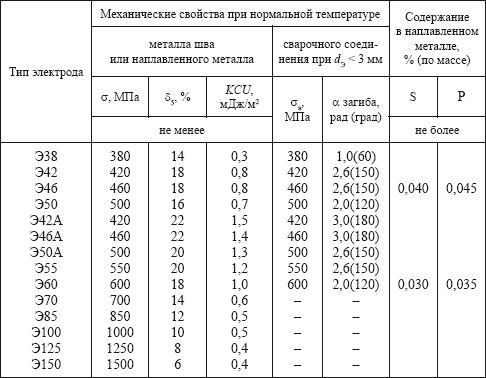
Если в обозначении после цифр стоит буква А, это означает, что этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Для сварки вышеуказанных сталей предусмотрены 14 типов электродов (табл. 21), в которых определены основные механические свойства и содержание вредных примесей (серы и фосфора).
Таблица 21
Типы электродов для сварки углеродистых и низколегированных конструкционных сталей, химический состав наплавленного металла и механические свойства выполненного ими металла шва, наплавленного металла и сварного соединения
Примечания:
1. Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные значения механических свойств установлены в состоянии после сварки, без ТО (термической обработки). После ТО механические свойства для электродов перечисленных типов должны соответствовать требованиям стандартов.
2. Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные значения механических свойств установлены для металла шва и наплавленного металла после ТО по режимам, регламентированным стандартами или ТУ на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или ТУ на электроды конкретных марок.
Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125 и Э150 с d3 = 3 мм, должны соответствовать требованиям стандартов или ТУ на электроды конкретных марок.
Наряду с типами электроды различают по маркам, которые указаны в паспорте. Одному типу электродов могут соответствовать несколько марок, например: электродам типа Э-46 соответствуют марки АНО-4, МР-3 и др.; для электродов типа Э-42А соответствуют марки УОНИ-13/45 и СМ-11 (табл. 22).
Таблица 22
Характеристики наиболее распространенных электродов для сварки углеродистых и низколегированных сталей
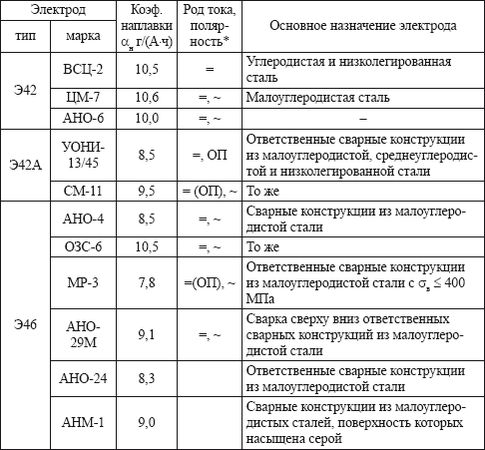
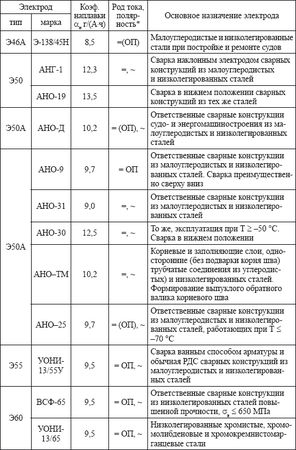
* ОП – обратная полярность, ток постоянный (=) или переменный (-).
Покрытые электроды для ручной дуговой сварки и наплавки подразделяются по назначению на группы: 1) для сварки углеродистых и низкоуглеродистых конструкционных сталей обозначаются буквой У; 2) для сварки легированных сталей – Л; 3) для сварки теплоустойчивых сталей – Т; 4) для сварки высоколегированных сталей – В; 5) для наплавки поверхностных слоев – Н.
Электроды подразделяются по толщине покрытия с обозначением соответствующими буквами: М – с тонким покрытием, С – со средним покрытием, Д – с толстым покрытием, Г – с особо толстым покрытием.
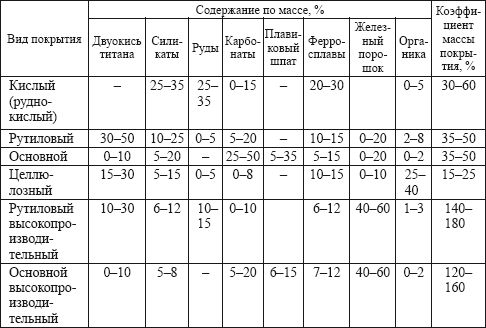
В зависимости от состава покрытия электроды подразделяют по его виду: А (кислое покрытие), Б (основное покрытие), Ц (целлюлозное покрытие), Р (рутиловое) и П (покрытие прочих видов).
Составы покрытий приведены в табл. 23.
Таблица 23
Составы наиболее распространенных видов электродных покрытий
По допустимым пространственным положениям сварочные электроды подразделяют на группы: 1) для всех положений; 2) для всех положений, кроме сварки вертикальной "сверху вниз"; 3) для нижнего, горизонтального на вертикальной плоскости и вертикального "снизу вверх"; 4) для нижнего и нижнего "в лодочку".
На чертежах и в технологических картах (производственных документах) по соответствующим нормативным документам устанавливаются специальные обозначения, которые сварщик должен уметь читать, понимать и правильно реализовывать в процессе сварки.
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки.
На этикетке упаковочной пачки для электродов должна быть аналогичная надпись, но с более подробными сведениями. Например: