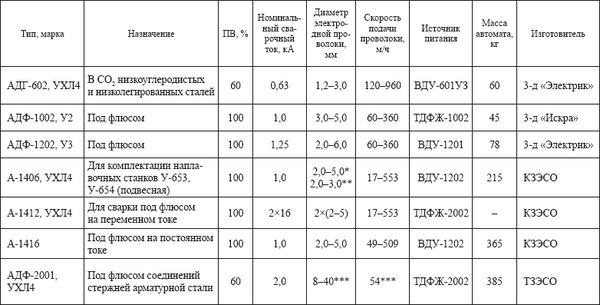
* Сплошная. ** Порошковая. *** Стержни.
Для дуговой сварки изделий с различными формами и размерами сварных швов таких, как криволинейные швы, швы с переменным сечением, применяют автоматы подвесного типа. В большинстве случаев автоматы подвесного типа самоходные. Их перемещение осуществляется по направляющему монорельсу с помощью самоходной тележки. Автоматы комплектуют источником питания переменного или постоянного тока, которые обеспечивают номинальный сварочный ток и имеют необходимую внешнюю характеристику.
Промышленность выпускает автоматы серии А-1400. Для сварки под флюсом углеродистых сталей применяют автоматы А-1401, А-1410.
Для дуговой сварки в среде углекислого газа углеродистых сталей – автоматы А-1417; для дуговой сварки в среде инертного газа изделий из алюминия и его сплавов применяют автоматы А-1431 и т. д. Сварочные автоматы серии А-1400 рассчитаны на длительную работу и могут применяться как самостоятельно, так и входить в комплект автоматических линий. Отличительной особенностью этих автоматов является их пригодность для дуговой сварки различных типов швов. Они обеспечивают широкий диапазон регулирования режимов сварки, а также возможность быстрой переналадки при изменении сварочной технологии.
Технические характеристики некоторых автоматов серии A-1400 приведены в табл. 16.
Таблица 16
Технические характеристики самоходных автоматов подвесного типа
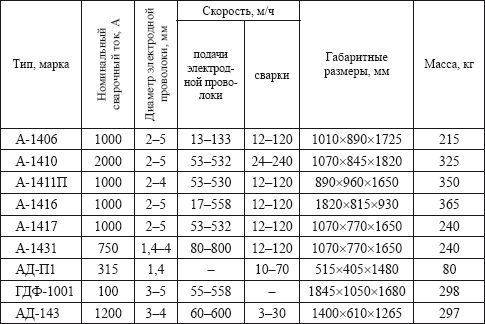
Примечания:
1. Автоматы А-1410, А-1416 и ГДФ-1001 применяют для сварки под флюсом; автомат А-1406 – под флюсом и в среде углекислого газа; автомат А-1417 – в среде углекислого газа; автомат А-141117 – в среде углекислого и инертного (аргон) газов; автоматы А-1431 и АД-143 – в среде аргона; автомат АД-Ш – в среде аргоно-кислородной смеси.
2. Для автоматов АД-111 режим работы ПВ = 60 %, для остальных автоматов ПВ = 100 %.
3. Для автомата АД-143 диаметр неплавящегося электрода 8-12 мм, скорость его перемещения 14-21 м/ч.
Одним из направлений повышения производительности сварочного процесса является увеличение скорости сварки. Однако скорость перемещения серийных сварочных автоматов, выпускаемых для различных способов дуговой сварки, доведена до предельного значения.
Поэтому большое значение имеет концентрация операций при одновременной сварке в нескольких местах одного или нескольких изделий. Для этого выпускают и применяют многодуговые сварочные автоматы.
Основными преимуществами многодуговой сварки по сравнению с однодуговой при прочих равных условиях является уменьшение сварочных деформаций, увеличение объема продукции с единицы производственной площади и более компактное размещение источников питания.
На базе однодугового автомата унифицированной серии А-1400 создан двухдуговой автомат А-1412 подвесного типа, который предназначен для дуговой сварки под флюсом изделий из углеродистых сталей с различной формой свариваемых кромок.
Технические характеристики некоторых многодуговых автоматов приведены в табл. 17.
Таблица 17
Техническая характеристика многодуговых автоматов

Примечания:
1. Автомат АД-132 применяют для сварки в среде аргона или гелия, остальные – для сварки под флюсом.
2. Для автоматов А-1412 и А-1373 режим работы ПВ = 100 %; для автоматов А-1713 и А-1599 ПВ = 80 %, для автомата ДТС-38 ПВ = 65 % и для автомата АД-132 ПВ не более 30 %.
3. Габаритные размеры для автоматов А-1713 и А-1599 соответственно, мм.
Контрольные вопросы:
1. Для каких видов сварки предназначены автоматы тракторного типа АДФ и АДГ?
2. Какими источниками питания могут комплектоваться автоматы типа АДФ и АДГ?
3. Для чего выпускаются и применяются автоматы подвесного типа?
4. В чем различие однодуговых и двухдуговых автоматов?
Глава 4
СВАРОЧНЫЕ МАТЕРИАЛЫ
1. Электродные материалы
При электрической сварке плавлением применяются следующие сварочные материалы: сварочная проволока, неплавящиеся и плавящиеся электродные стержни, покрытые электроды.
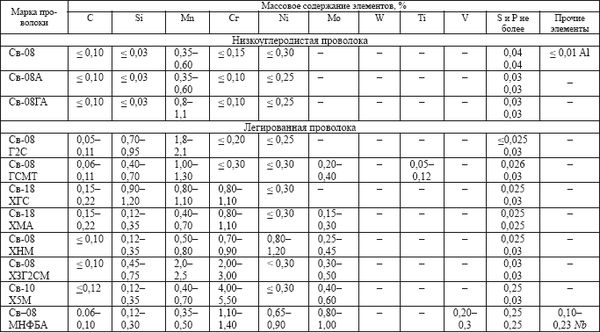
Стальная сварочная проволока, предназначенная для сварки и наплавки, регламентируется стандартами. Она классифицируется по группам и маркам стали: низкоуглеродистая – 6 марок, легированная – 30, высоколегированная – 39 марок.
Обозначение марок проволоки составляется из сочетания букв и цифр. Первые две буквы "Св" означают – сварочная проволока. Следующие за ними первые две цифры указывают содержание углерода в сотых долях процента. Далее следуют буквенные обозначения элементов, входящих в состав проволоки. При содержании легирующих элементов в проволоке до 1 % ставится только буква этого элемента, если содержание легирующих элементов превышает 1 %, то после буквы указывается процентное содержание этого элемента в целых единицах. Условные обозначения легирующих элементов в проволоке приведены в табл. 1.
Например, Св-08ГС расшифровывается следующим образом: Св – сварочная; 0,8 % углерода; до 1 % марганца; до 1 % кремния. Более точные составы сварочных проволок указаны в табл. 18.
Таблица 18
Некоторые марки сварочной проволоки
Для плавящихся электродов наиболее распространенным материалом является холоднотянутая калиброванная проволока диаметром 0,3-12,0 мм, а также горячекатаная или порошковая проволока, электродные ленты и электродные пластины. Если в конце марки проволоки стоит буква А, то эта проволока изготовлена из более высококачественной стали (с меньшим содержанием вредных примесей – серы и фосфора). Проволоку поставляют в мотках, намотанную на катушки, или в кассетах. Поверхность проволоки должна быть чистой, без окалины, ржавчины, грязи и масла. Низкоуглеродистая и легированная проволоки подразделяются на неомедненную и омедненную. Омедненная проволока находит все большее применение. По особым требованиям проволоку изготавливают из стали, выплавленной электрошлаковым, вакуум-дуговым или вакуум-индукционным методом. Различные виды проволоки имели свое условное обозначение: Э – для изготовления электродов; О – омедненная; Ш – полученная из стали, выплавленной электрошлаковым переплавом; ВД – полученная из стали, выплавленной вакуум-дуговым переплавом; ВИ – полученная из стали, выплавленной в вакуум-индукционной печи. К каждому мотку проволоки должна быть прикреплена бирка, в которой указывается завод-изготовитель, марка стали, диаметр проволоки, стандарт. К каждой партии проволоки прилагается документ (сертификат), удостоверяющий соответствие проволоки требованиям стандартов. Стальная сварочная проволока применяется для изготовления покрытых штучных электродов, для сварки под флюсом и в среде защитных газов.
Если сварочная проволока не обеспечивает требуемого химического состава наплавленного металла, то применяют порошковую проволоку. Эта проволока представляет собой низкоуглеродистую стальную оболочку, внутри которой запрессован порошок. Этот порошок состоит из ферросплавов, за счет которых осуществляется легирование металла шва или железный порошок для увеличения наполнения шва. Порошковую проволоку изготавливают сворачиванием ленты в трубку при протяжке ее через калиброванное отверстие (фильеру). В практике находят применение трубчатые и другие конструкции порошковой проволоки, некоторые из них приведены на рис. 34.
Более сложные конструкции порошковой проволоки приводят к увеличению глубины противления, уменьшению выгорания полезных
примесей (марганца и кремния), снижению содержания кислорода и азота в наплавленном металле, более равномерному плавлению сердечника. По составу сердечника порошковая проволока делится на пять типов: ПП-АН1; ПП-АН7; ПП-2ДСК; ПП-АН10 и ПП-АН9. Из них первые три типа используют для сварки без дополнительной защиты, а два последних – для сварки в углекислом газе. В табл. 19 приведены характеристики некоторых типов самозащитных порошковых проволок.

Рис. 34. Некоторые виды конструкций порошковой проволоки: 1 – трубчатая; 2 – с нахлестом; 3, 4 – с загибом в оболочке; 5 – двухслойная
Таблица 19
Характеристика некоторых типов самозащитных порошковых проволок

В качестве плавящихся электродов для автоматической наплавки под слоем флюса поверхностей больших размеров и для получения небольшого провара основного металла применяют электродную ленту. Электродная лента изготавливается различного химического состава в зависимости от назначения. Толщина готовой ленты 0,2-1,0 мм и ширина 15-100 мм. Для легирования наплавляемого металла изготовляют порошковую ленту (рис. 35).