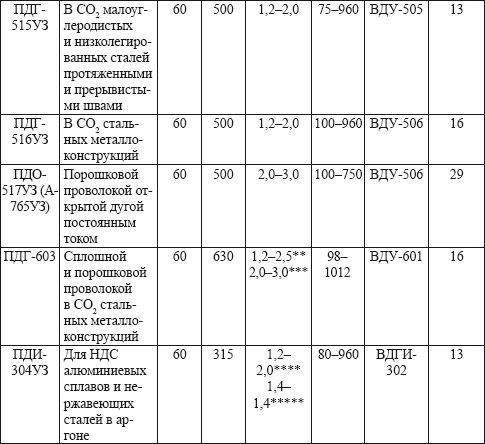
* Номинальный. ** Сплошного сечения. *** Порошковая. **** Алюминиевая. ***** Стальная.
В этих полуавтоматах с помощью специального блока управления обеспечивается запрограммированная зависимость сварочного тока от марки электродной проволоки, ее диаметра, режима сварки. Это упрощает настройку полуавтомата. Режим сварки можно задавать изменением положения ручки регулятора напряжения источника питания. Кассетное устройство и блок управления расположены на шасси облегченной конструкции. Полуавтомат комплектуется четырехроликовым подающим механизмом типа "Изаплан". Технические характеристики некоторых универсальных полуавтоматов приведены в табл. 12.
Таблица 24
Технические характеристики универсальных полуавтоматов
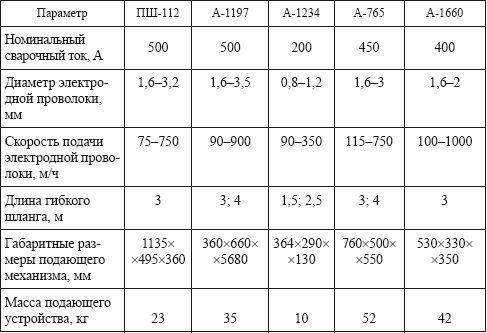
Примечания :
1. Для А-1660 габаритные размеры и масса указаны с учетом погружаемого контейнера для сварки под водой.
2. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 – в среде защитного газа и порошковой проволокой, остальные – порошковой проволокой.
Полуавтомат А-1197 применяется для сварки в углекислом газе сплошной или порошковой проволокой, а также для сварки под флюсом. Этот полуавтомат является аналогом полуавтомата ПШ-112. При технологической необходимости переналадки схема сборки одинакова. Вместо газовой аппаратуры устанавливают флюсовую. Полуавтомат А-1197 имеет две модификации: А-1197 с подающим механизмом, у которого электродная проволока подается с плавным регулированием электродвигателя постоянного тока; А-1197С с подающим механизмом, который работает от асинхронного электродвигателя. В этом случае регулирование скорости подачи проволоки осуществляется ступенями путем смены зубчатых колес (шестерен). Для работы в среде защитного газа в комплект полуавтомата входит сварочная горелка ГДПГ, а для работы под флюсом – сварочная горелка А-1231-5-Ф2 или аналогичные ей.
Рабочим инструментом сварочного полуавтомата является сварочная горелка. Она предназначена для направления в зону сварочной
дуги электродной проволоки, защитного газа или флюса. Конструкции сварочных горелок, применяемых в полуавтоматах, унифицированы в соответствии с технологическими требованиями.
Рукоятка сварочной горелки должна быть прочной и удобной в работе. С этой целью ее изготовляют из изоляционного материала в форме, наиболее удобной для руки сварщика. На рукоятке установлены предохранительный щиток и пусковая кнопка, которые должны быть размещены так, чтобы обеспечить защиту от ожогов руки сварщика и удобство управления пусковой кнопкой.
Наиболее ответственными элементами сварочной горелки являются сопло и токоподводящий наконечник.
Сопло горелки во время работы находится в зоне высокой температуры, расплавленный металл налипает на поверхность сопла при разбрызгивании. В целях уменьшения налипания брызг расплавленного металла поверхность сопла горелки следует хромировать и полировать или изготавливать из специальной керамики, или применять специальные аэрозоли. Для неохлаждаемых горелок применяется одно сменное сопло, которое изготавливается, как правило, из меди. Для водоохлаждаемых горелок применяются два сопла – одно водоохлаждаемое несъемное, другое съемное для периодической зачистки от налипших брызг.
Наиболее широкое применение получили медные наконечники со сроком службы 5-10 ч непрерывной работы. Применяют также медно-графитовые и медно-вольфрамовые наконечники. Для надежной защиты зоны сварочной дуги от влияния окружающего воздуха необходимо, чтобы поток защитного газа был спокойным, без завихрений, равномерным (ламинарным).
Для подачи газа в сварочные горелки разработаны различные схемы, представленные на рис. 28.
Технические характеристики некоторых сварочных горелок приведены в табл. 13 и 14.
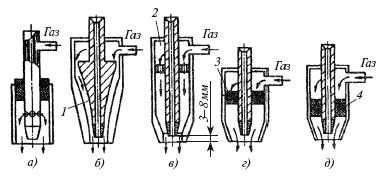
Рис. 28. Схемы питания сварочных горелок защитным газом: а – с кольцевым подводом газа; б – с отражателями (1); в – с успокоительными камерами (2); г – с сеточными вставками (3); д – с металлокерамическими вставками (4)
Таблица 24
Техническая характеристика горелок для механизированной сварки плавящимся электродом
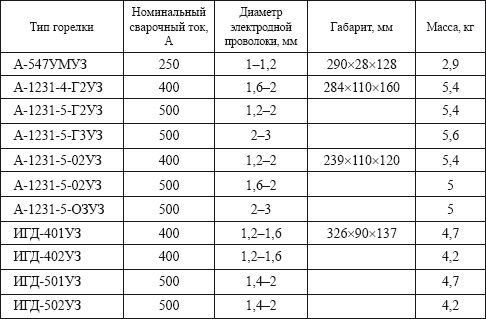
Примечание. Длина рукава горелки А-547УМУЗ – 2,5 м, остальных – 3 м.
Таблица 14
Техническая характеристика унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом
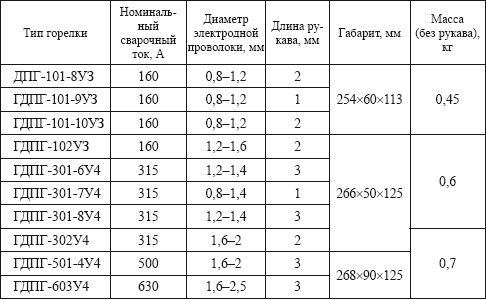
Основным параметром сварочных горелок является номинальный сварочный ток, который должен соответствовать стандартному ряду: 125; 160; 220; 250; 315;400;500;630 А.
Сварочные горелки ГДПГ-302 и ГПДГ-502 аналогичны по конструкции горелке ГПДГ-501-4 и имеют водяное охлаждение.
Горелки ГДПГ-101-10, ГДПГ-102, ГДПГ-301-8 рассчитаны на малые токи и поэтому не имеют водяного охлаждения. Соответственно у них отсутствуют водоохлаждаемое сопло и водоподводящие шланги.
При механизированной сварке под флюсом применяют сварочные горелки с бункером для флюса и по мере необходимости – водоохлаждающим соплом. При сварке неплавящимся электродом токоподводящий наконечник заменяется специальным зажимом (цангой).
Для подачи электродной проволоки от полуавтомата к сварочной горелке используют гибкие шланги. Для сварочных горелок, работающих на токах до 315 А включительно, в гибком шланге проложены провода цепей управления и сварочного тока, а по направляющему каналу проходит электродная проволока. При высоких значениях тока в гибком шланге по направляющему каналу проходит только электродная проволока. Для подвода цепей управления и сварочного тока имеется специальный шланг. Защитный газ подается в сварочную горелку по специальным шлангам. Завод-изготовитель обычно комплектует сварочные горелки и гибкие шланги к ним.
В зависимости от материала и диаметра электродной проволоки гибкие шланги изготовляют длиной 2,0-3,0 м.
При движении электродной проволоки по направляющему каналу гибкого шланга происходит засорение или повреждение канала, поэтому направляющие каналы должны быть сменными. При работе с обедненной стальной электродной проволокой срок службы направляющих каналов и самих шлангов увеличивается почти в 2 раза. Диаметр канала и диаметр проволоки должны быть строго согласованы. Конструкции некоторых типов гибких шлангов приведены на рис. 29.