Всего за 94.9 руб. Купить полную версию
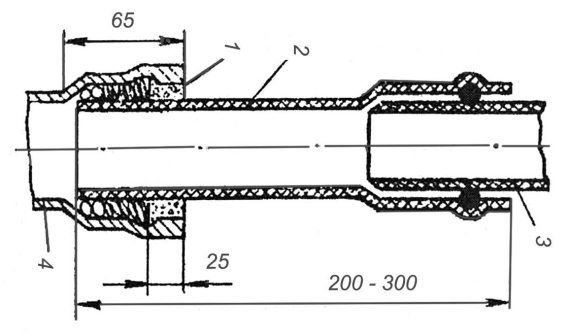
Рис. 24. Присоединение труб из ПВХ к чугунным канализационным трубам:
1 – просмоленная прядь и расширяющийся цемент;
2 – полиэтиленовый переходный патрубок;
3 – труба из ПВХ; 4 – чугунная труба
После подготовки концов труб клей наносят на 1/3 глубины раструба и на всю длину калиброванного конца трубы. Клей наносят быстро, равномерным тонким слоем с помощью мягких кистей шириной 30–40 мм. Затем калиброванный конец вводят в раструб до упора. Склеенные стыки в течение
5 минут не должны подвергаться механическим воздействиям, а склеенные узлы следует выдерживать перед монтажом не менее 2 ч.
Сварка пластмассовых труб. Стыковые соединения на трубах из ПЕЛ, ЛИП и 1111 выполняют контактной сваркой. Перед сваркой свариваемые поверхности торцов труб очищают от грязи и окисной пленки.
Для соединения полиэтиленовых труб диаметром 100–250 мм на сварке применяют универсальную установку. При сварке стыкового соединения торцы труб оплавляют электронагревательным диском, после чего диск убирают, а оплавленные поверхности труб под небольшим давлением соединяют. Промежуток времени между окончанием нагревания и соединением оплавленных торцов труб должен быть в пределах 2–3 с.
Сварку выполняют в такой последовательности. На конце свариваемой трубы снимают наружную фаску под углом 30–45 ° на длине, равной толщине стенки трубы. Затем устанавливают раструб фасонной части в цилиндре до упора и трубу в кольцо до упора в диск. После оплавления одновременно снимают детали с рабочих элементов, после чего плотно соединяют и выдерживают в течение 10–30 с.
Пластмассовые трубы перерезают на станках с дисковыми пилами толщиной 1,5–2 мм, с шагом зубьев 3–4 мм и разводкой зубьев 0,5–0,6 мм на сторону. В домашних условиях отрезать трубы нужной длины можно ножовкой.
Фаски на трубах снимают механизированными и ручными приспособлениями, в которых режущим инструментом служат специальные фрезы, резцовые головки с несколькими ножами или резцами.
Для образования раструба или бурта конец трубы нагревают в ванне с глицерином. Температура глицерина в ванне равна для труб из ПВП и ПВХ – 135±5 °C, из ЛИП – 105±5 °C, из ПП – 165±5 °C.
Пластмассовую трубу опускают в ванну с нагретым глицерином и выдерживают в ней в течение нескольких секунд в зависимости от толщины стенки трубы.
При формовании обычных раструбов длина нагреваемого участка пластмассовых труб диаметром 50 мм составляет 45 мм, диаметром 100 мм – 80 мм, при формовании компенсирующего раструба соответственно 80 и 145 мм.
Гнутые детали из пластмассовых труб (отводы, утки, скобы, компенсаторы) изготовляют на трубогибочных станках методом гнутья в размягченном состояния.
Трубы без наполнителя можно гнуть, если отношение толщины стенки трубы к ее наружному диаметру не менее 0,06 при радиусе изгибания по оси трубы, равном или более 3,5–4 наружных диаметров трубы. Температура жидкости в нагревательной ванне для гнутья должна быть для труб из ПНП – 135 °C, из ПВП – 150 °C, из ПП – 185 °C, из ПВХ – 160 °C. Диаметр гибочного шаблона равен номинальному наружному диаметру изгибаемой трубы. Зазор между откатывающим роликом и трубой не должен превышать 10 % размера наружного диаметра. При угле изгиба 90 ° трубы следует перегибать на 6 ° для ПНП и на 10 ° для ПВП и ПП. Согнутые трубы в фиксированном положении охлаждают водой до температуры 28–30 °C.
При гнутье труб с наполнителем используют резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Собранные узлы трубопроводов испытывают гидравлическим давлением: безнапорные трубопроводы – давлением 0,02 МПа, напорные трубопроводы – в 1,5 раза большим максимального давления, но не менее 0,2 МПа.
Сантехническое оборудование
Унитазы, смывные бачки, писсуары
Устройство и принцип действия. Приемники сточных вод изготовляют из прочных водонепроницаемых материалов, не поддающихся химическому воздействию сточных вод. Рабочая поверхность санитарных приборов, изготовляемых из чугуна, должна быть покрыта эмалью, а нерабочая – водоустойчивой краской. Санитарные приборы, изготовляемые из стали (кроме нержавеющей), покрыты эмалью с двух сторон.
Туалетные комнаты оборудуют унитазами со смывными устройствами и писсуарами.
Керамические унитазы изготовляют из фаянса, полуфарфора и фарфора. По конструкции чаши унитазы выпускают тарельчатые и козырьковые. В зависимости от присоединительного выпуска унитазы бывают с прямым и косым (под углом 60 °) выпусками. По расположению смывного бачка унитазы бывают с высокорасполагаемым смывным бачком и с бачком, расположенным непосредственно на унитазе. Тарельчатые унитазы изготовляют с прямым и косым выпусками, козырьковые – только с косым выпуском. Унитазы имеют гидравлический затвор, который препятствует поступлению воздуха из канализационной сети в помещение.
Изготовляют также детские тарельчатые унитазы, с прямым и косым выпусками, высотой 360 мм, конструкция которых не отличается от обычных унитазов.
Тарельчатые унитазы с прямым и косым выпусками представляют собой прибор, состоящий из чаши, водораспределительного желоба, гидравлического затвора (сифона) с выпуском. Горловина присоединяет к унитазу смывную трубу от бачка. В задней части унитаза имеется полочка с двумя отверстиями, к которым крепится сиденье. Основание унитаза уширено приливом с четырьмя отверстиями для шурупов, которыми унитаз крепится к полу.
В настоящее время широко применяют унитазы "Компакт" с низкорасполагаемыми смывными бачками, закрепленными на полочке унитаза. Унитазы "Компакт" гигиеничны; монтаж их проще, чем монтаж унитазов с высокорасполагаемым бачком.
В туалетах общего пользования устанавливают напольные чаши меньшей высоты, чем унитазы. Такие чаши поставляют в комплекте с сифоном диаметром 100 мм, который помещают под прибором. Сифоны под чаши бывают двухоборотные и косые. Для прочистки в сифоне имеется отверстие, закрываемое пробкой.
Унитазы и клозетные чаши промывают с помощью смывных бачков и кранов.
К смывным устройствам относятся бачки, которые бывают низкорасполагаемые и высокорасполагаемые, и краны.
Низкорасполагаемый полуавтоматический керамический бачок состоит из корпуса с крышкой, спускного клапана, поплавкового клапана и спускной арматуры. При нажатии на ручку спускного рычага груша спускного клапана поднимается и всплывает вверх, а вода устремляется через образовавшееся отверстие в штуцере в унитаз. При понижении уровня воды в бачке груша опускается, засасывается в отверстие штуцера и закрывает его. Одновременно опускается поплавок, открывается поплавковый клапан и вода поступает в бачок, заполняя его до необходимого уровня.
В смывном пластмассовом бачке установлена пластмассовая спускная арматура с поршневым сифоном, которая состоит из стакана с дном в виде решетки, перекрываемой мембраной из полиэтиленовой пленки, центральной трубы и установленного на ней колокола с поплавком. При нажатии на спускную кнопку колокол, опускаясь, заряжает сифон и приводит в действие бачок. Отсутствие в бачке поплавкового клапана повышает его надежность в эксплуатации и предотвращает утечку воды.
Высоко располагаемый смывной полуавтоматический бачок сифонирующего типа состоит из чугунного корпуса, крышки, рычага, который одним концом соединяется с гибким сифоном, а другим – с держкой. При опускании ручки держки вниз сифон наклоняется и через него вода устремляется в смывную трубу. Вода сифонирует до тех пор, пока вся не удалится из бачка, после этого гибкий сифон найдет первоначальное вертикальное положение.
Поплавковый клапан обеспечивает автоматическое заполнение бачка водой. Поплавок соединен рычагом со штоком клапана и при его подъеме резиновая пробка прижимается и перекрывает поступление воды в бачок. Поплавковый клапан крепится к корпусу бачка гайкой. Клапан присоединяется к водопроводной сети муфтой. Бачок наполняется водой.
Поплавковые клапаны к смывным бачкам должны удовлетворять следующим требованиям: открываться с началом опорожнения бачка при давлении в водопроводной сети от 0,02 до 1 МПа и прекращать поступление воды в бачок, когда он заполнится до необходимого уровня, не допуская утечек воды через клапан в закрытом положении; обеспечивать постоянный уровень воды в бачке при колебаниях давления в водопроводной сети – увеличение или уменьшение давления на 0,1 МП не должно изменять положение уровня воды в бачке больше чем на 4 мм.
Смывной бачок должен заполняться водой в объеме не менее 80 % полезной вместимости в течение 2 минут после предыдущего спуска при давлениях в водопроводной сети от 0,05 до 1 МПа. Кроме того, не должно быть подсоса воды из бачка в водопроводную сеть при образовании в ней вакуума; вода из бачка не должна вытекать после прекращения его действия. Бачок должен работать при однократном нажатии на пусковой рычаг.
Смывные бачки с поплавковыми клапанами оборудованы переливным устройством, обеспечивающим слив воды в унитаз с расходом воды не менее 0,3 л/с при превышении уровня воды в бачке над уровнем перелива на 15 мм.