Электрические заряды в сварочной дуге переносятся заряженными частицами – электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ – ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.
Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.

Рис. 13. Схема строения свободной дуги: 1 – электрод; 2-катодная зона; 3-столб дуги; 4-анодная зона; 5 – изделие; /д – длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны)
Температура в зоне столба дуги при сварке достигает 6 000-7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются:
по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом;
по степени сжатия дуги – свободная и сжатая дуга;
по схеме подвода сварочного тока – дуга прямого и косвенного действия;
по роду тока – дуга переменного тока (однофазная и трехфазная) и дуга постоянного тока;
по полярности постоянного тока – дуга на прямой полярности и дуга на обратной полярности;
по виду статической вольтамперной характеристики – дуга с падающей, жесткой и возрастающей характеристикой (рис. 14).
Дугу называют "короткой", если длина ее составляет 2-4 мм. Длина "нормальной" дуги 4-6 мм. Дугу длиной более 6 мм называют "длинной".
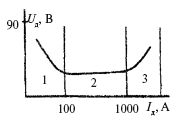
Рис. 14. Статическая вольт-амперная характеристика дуги в общем виде
Контрольные вопросы:
1. Назовите три основных состояния вещества и в чем их различие.
2. Почему газы в обычных условиях не проводят электрический ток?
3. Что называют сварочной дугой?
4. Чем переносятся электрические заряды в сварочной дуге?
5. Расскажите о зажигании дуги.
6. Расскажите о строении свободной дуги.
7. Расскажите о классификации сварочных дуг.
8. Какие дуги называются "короткими", "нормальными" и "длинными"?
2. Условия зажигания и устойчивого горения дуги
Сварочная дуга должна иметь определенные технологические условия, обеспечивающие ее быстрое зажигание, устойчивое горение, малую чувствительность к изменениям ее длины в определенных пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое проплавление основного металла.
Условия зажигания и устойчивого горения дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока (постоянный или переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды.
Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. Напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи, является напряжением холостого хода. При сварке на постоянном токе напряжение холостого хода не превышает 90 В, а на переменном токе – 80 В. В момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости.
Зависимость напряжения дуги от тока в сварочной цепи, при условии постоянной длины дуги, называют статической вольтамперной характеристикой дуги, которая графически представлена на рис. 14.
В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается, так как при повышении силы тока увеличивается поперечное сечение столба дуги и его проводимость. Вольт-амперная характеристика будет падающей и дуга горит неустойчиво. В области 2 (100-1 000 А) при увеличении тока напряжение сохраняет постоянную величину, так как поперечное сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Вольт-амперная характеристика будет жесткой, дуга горит устойчиво, и обеспечивается нормальный процесс сварки. В области 3 (свыше 1 000 А) увеличение тока вызывает возрастание напряжения, так как увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна из-за ограниченного поперечного сечения электрода, при этом вольт-амперная характеристика будет возрастающей. Дуга с возрастающей вольт-амперной характеристикой используется при сварке под флюсом и в защитных газах.
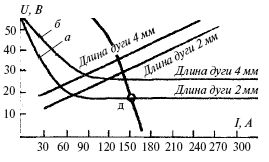
Рис. 15. Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали: кривые (а, б); при автоматической сварке под флюсом: кривые (в, г); кривая (д): вольт-амперная характеристика источника питания; точка 1 – точка устойчивого горения дуги
Для примера на рис. 15 приведена вольт-амперная характеристика дуги при ручной дуговой сварке штучным электродом низкоуглеродистой стали и автоматической сварке под флюсом при высоких плотностях тока.
Таким образом, первым условием зажигания и горения дуги является наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагревать катод до высокой температуры при возбуждении дуги.
Более полная стабилизация горения дуги достигается также при достаточной степени ионизации столба дуги, поэтому вторым условием для зажигания и горения дуги является наличие ионизации столба дуги за счет введения в состав покрытия штучных электродов или в состав флюсов таких элементов, как калий, натрий, барий, литий, алюминий, кальций и др. Эти элементы обладают низким потенциалом ионизации и в момент зажигания дуги способствуют быстрому ее возникновению.
Третьим условием устойчивости горения дуги при сварке на переменном токе является наличие в сварочной цепи дросселя (повышенной индуктивности). Это объясняется тем, что в сварочной цепи переменного тока, имеющей только омическое сопротивление, в процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). При включении дросселя в сварочную цепь переменного тока происходит сдвиг фаз между напряжением источника питания и током, горение дуги относительно стабилизируется.
При сварке на постоянном токе зажигание и горение дуги протекают несколько лучше, чем при сварке на переменном токе.
В сварочную цепь постоянного тока также включают дроссели для улучшения стабильности горения дуги.
Однако полная стабилизация горения дуги достигается в точке пересечения вольт-амперных характеристик дуги и источника питания. Эта точка будет определять устойчивое горение дуги (см. рис. 15).
Для улучшения возбуждения дуги применяют специальные высокочастотные устройства – осцилляторы, а для обеспечения надежного повторного возбуждения дуги применяют специальные генераторы импульсов высокого напряжения (стабилизаторы).
Зажигание и устойчивое горение дуги при любом роде тока зависит от динамической характеристики источника питания дуги. Источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети и обеспечивать регулирование сварочного процесса в зависимости от состояния поверхности свариваемого изделия и скорости подачи сварочной проволоки.
Технические особенности горения дуги на постоянном или переменном токе выражаются в том, что дуга, как гибкий газовый проводник, может отклоняться от нормального положения под воздействием магнитных полей, создаваемых вокруг дуги и в свариваемом изделии. Магнитные поля воздействуют на движущиеся заряженные частицы столба дуги и тем самым воздействуют на всю дугу. Такое явление принято называть магнитным дутьем. Магнитные поля оказывают отклоняющее воздействие на дугу при неравномерном и несимметричном расположении поля относительно дуги, особенно при сварке на постоянном токе. На рис. 16 показано влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги.