Всего за 450 руб. Купить полную версию
В банкнотном производстве трафаретная печать применяется для нанесения изображений, выполненных оптически переменными красками. В евробанкнотах низких номиналов это иридисцентная полоса, высоких номиналов – цифры номинала, отпечатанные краской OVI. На банкнотах Банка России высоких номиналов способом трафаретной печати (оптически переменной краской OVI или OVMI, см. далее) выполнены печать Банка России (500 и 1000 руб.), герб г. Ярославля (1000 руб. модификации 2004 и 2010 г.), герб г. Хабаровска (5000 руб.).
Высокая или типографская печать (от греч. tipos – отпечатать + grapho – пишу) является, вероятно, наиболее древним видом печати. Впрочем, и в наше время она широко распространена в виде разнообразных печатей и канцелярских штампов.
Формы высокой печати имеют пространственное разделение печатающих и пробельных элементов, причем рельефные печатающие элементы находятся в одной плоскости, а пробельные углублены. Так как все печатающие элементы расположены в одной плоскости, то в процессе печатания они покрываются равномерным по толщине слоем краски, в результате чего на всех участках оттиска толщина красочного слоя практически одинакова.
Прямая высокая печать с металлических печатных форм в настоящее время практически не применяется. Исключение составляют лишь нумерация готовой продукции и отделочные процессы – тиснение. Поэтому высокую печать зачастую называют нумерационной. Для современной нумерационной печати характерно применение нестандартных шрифтов с переменным кеглем (типографским размером), например, в банкнотах Банка России 5000 руб. и 1000 руб. (модификации 2010 г.). Причем один из номеров может располагаться и вертикально (например, казахские тенге серии 2006 г. или киргизские сомы серии 2010 г.).
Изготовление банкнот осуществляется путем последовательного наложения на лист нескольких видов печати. Фоновый подкладной рисунок (фоновая сетка, различные красочные розетки и узоры) обычно печатается типоофсетным способом с орловским эффектом и ирисовым раскатом, основной рисунок – металлографией или (на мелких купюрах) офсетом. Банкноты почти всех стран (за исключением США, пожалуй, однако и они уже ввели дополнительные цвета в новые "поколения" ( generation ) банкнот NexGen и FuGen) являются многокрасочными. Для их изготовления применяется в среднем около 10 красок, а с увеличением номинала красочность возрастает.
При изготовлении банкнот используются особо стойкие печатные краски, причем для каждого вида печати – свои (для высокой печати, офсетные, для глубокой печати, для трафаретной печати и др.).
Достаточно отметить, что перечень типов красок с различными защитными свойствами (и для разных видов печати), предлагаемых одной только французской компанией Petrel, насчитывает более 20 типов, в том числе такие, довольно экзотические, как термохромные, хромотропные, фотохромные и пр.
Английская компания Luminiscence предлагает уже свыше 30 типов (включая монеточувствительные, необратимые термохромные, имитирующие водяной знак и др.) специальных красок. Краткий перечень таких красок для различных видов и способов печати приведен в табл. 1.1.2.
Таблица 1.1.2. Тип красок для различных видов и способов печати
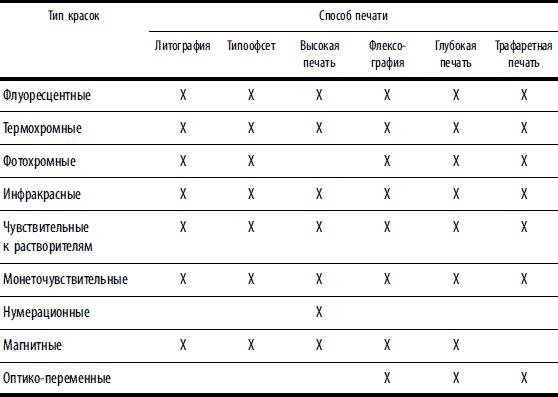
Для защиты банкнот обычно применяются специальные краски, обеспечивающие создание как открытых (оптически-переменные краски: OVI и OVMI, иридисцентные и металлизированные краски), так и скрытых защитных признаков (ферромагнитные краски; флуоресцентные краски; фосфоресцентные краски; краски, поглощающие или отражающие инфракрасное излучение и др.).
Контроль качества как исходных материалов (защитные нити и волокна, голограммы, компоненты бумаги, краски), так и продукции в целом осуществляется на всех этапах банкнотного производства.
После предварительной проверки качества печати на листах оттиски нумеруются с использованием способа высокой (нумерационной) печати, отпечатанные листы разрезаются на отдельные банкноты (экземпляры), обандероливаются в корешки по 100 штук и упаковываются в пачки по 10 или 5 корешков (1000, или реже, в некоторых зарубежных странах – 500 экземпляров в пачке) (рис. 1.1.8).

Рис. 1.1.8. Резательно-упаковочный комплекс CutPak
Одним из важнейших моментов, связанных с производством банкнот, является заключительный контроль качества печати. Для проверки отсутствия брака применяются два основных вида контроля: полистовой и поэкземплярный. При первом виде контроля проверяются (чаще всего вручную) неразрезанные листы с банкнотами еще до полного завершения печатного процесса. Естественно, качество этого вида контроля является невысоким (в том числе и потому, что контролируется в основном отсутствие брака различных видов печати и весьма ограниченное число защитных признаков).
В связи с этим в последние годы в мире все более широко внедряется поэкземплярный контроль, когда проверяется полностью готовая продукция. В этом случае с помощью мощных автоматических систем контроля качества печати, например, CPW 2400 производства Currency Systems International или BPS 2000 производства Giesecke & Devrient (рис. 1.1.9, внизу), детальнейшим образом и по всем параметрам (включая скрытые защитные признаки, рис. 1.1.9, вверху) проверяется каждая банкнота.
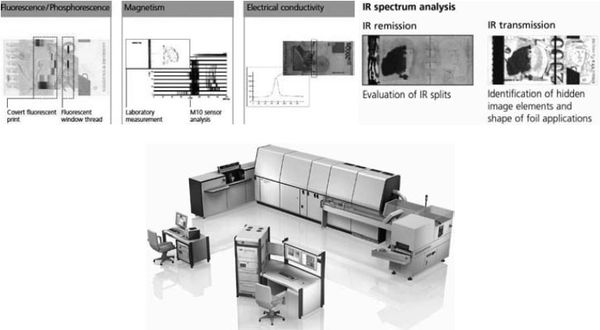
Рис. 1.1.9. Автоматическая система контроля качества печати BPS 2000 OBIS
При такой системе контроля выпуск бракованных банкнот в обращение полностью исключен, поскольку отбракованные банкноты автоматически уничтожаются. После этого готовую продукцию остается только упаковать соответствующим образом, принятым центральным банком страны (или Европейским центральным банком), и складировать или отправить потребителям.
Итак, процесс производства банкнот является очень сложным и высокотехнологичным. Практически на всех этапах процесса, начиная с изготовления бумаги, в банкноту вводятся разнообразные защитные признаки, существенно затрудняющие ее фальсификацию, о чем более подробно будет сказано ниже. Особенно сложным и наиболее насыщенным с точки зрения применения высоких технологий, разнообразных видов красок и способов печати является современное печатное производство (рис. 1.1.10).

Рис. 1.1.10. Главный зал компании OeBS (Oesterreichische Banknotenund Sicherheitsdruck GmbH). Вена, Австрия
Наряду с комплексом различных способов печати и их специальных разновидностей, как правило, не применяющихся в общей полиграфии, здесь осуществляются контроль качества печати, нумерация и микроперфорация, отделочные (финишные) процессы (рис. 1.1.11).

Рис. 1.1.11. Основные процессы в банкнотном производстве
Особо отметим, что при всей сложности банкнотное производство должно обеспечивать высокое качество и производительность. Например, евробанкноты, производимые в настоящее время на 14 печатных фабриках в различных странах Европы, должны быть идентичными по качеству для того, чтобы обеспечивалась их надежная циркуляция по всему миру. Основы производства и характеристики монеты
Процесс изготовления монет включает в себя такие основные этапы, как переработка металлических руд, выделка монетных заготовок, гурчение (обжим краев монетной заготовки для нанесения рисунка на гурт) и чеканка монеты (рис. 1.1.12).